High manufacturing precision of the kneading and screw elements, with good interchangeability.
Small and uniform kneading gap between the high precision screw, assembled with a high precision barrel to form a precision mixing and grinding chamber, where the shear force can act in the micro-particles and can achieve the dispersion of nano-scale particles.
The threaded element and barrel lining are made of tungsten alloy, which has excellent wear resistance, ensuring the relative stability of the kneading gap and also extending the service life of equipment.
KMD has standardized the screw elements of triple-screw and twin-screw, the screw elements and the core shaft of the same type can be used interchangeably.
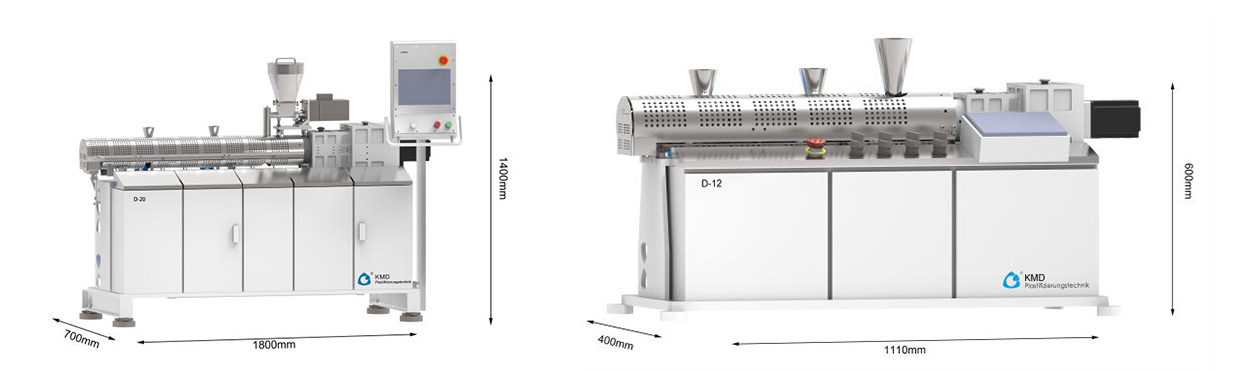
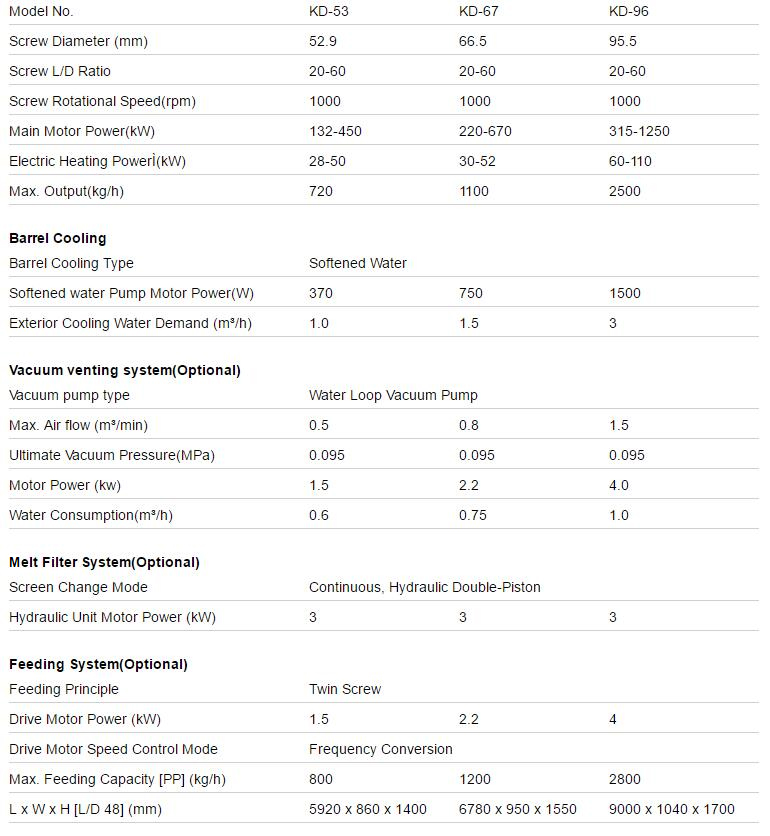
| Model No. | D12 | D20 |
| Screw Diameter | 12mm | 21mm |
| Screw Type | Three starts | Three starts |
| Screw & Barrel Inner Sleeve | Tungsten Alloy | Tungsten Alloy |
| Side Feeding | Included | Included |
| Max. Output | 1.0kg/h | 8.0kg/h |
(The application of the German and international patents related to the technology of the product is in process)
Machines with exceptional capabilities – thanks to our unique design:
1. Coaxial transmission: ambient and equipment temperature changes, installation irregularities, vibrations and other external factors will not impair the operation of the coaxial power transmission unit – a benefit of our machine's unique chassis technology.
2. Meshing clearance: a uniform screw engagement clearance reflecting high-precision component machining is the basic guarantor of superior plasticizing performance in your application.
3. Wear resistance: our scientific approach in selecting screw shaft and barrel materials, backed by advanced heat treatment technology, ensures an exceptional wear resistance so that the machine's uniform screw engagement clearance will be preserved.
4. Barrel structure: characterized by scientific material selection, compact size and efficient use of space.
5. Overall size: similar to a twin screw extruder under the same general specifications.
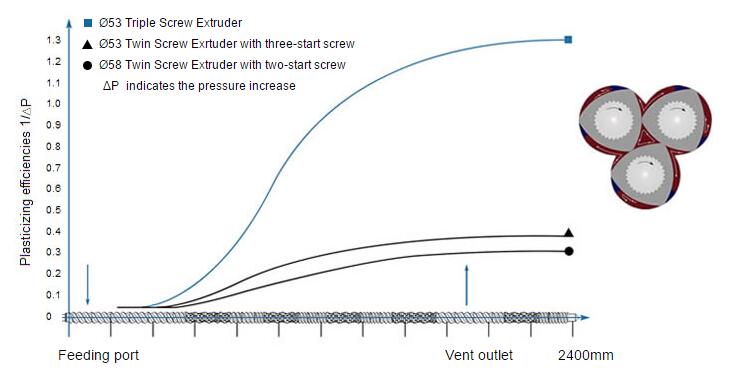
Dispersion effect of an 48:3 pigment powder(30%)in PP(70%)
6. Operating efficiency: high yield despite low energy consumption.
7. Plasticizing efficiency: excellent plasticizing efficiency (see figure).
8. Diverse standards and specifications: as in the twin screw extruder line, current models are available with ø12, ø 24, ø 38, ø 53, ø 67 and ø 96 screw shaft diameters – with still larger capacity versions currently under development.
9. Standardization: a standardized screw shaft and core-barrel design is employed across our triple screw extruder, twin screw extruder and blend reactor lines.
10. Identical convenience: when it comes to switching materials for a new production formula, removing and refitting the screw shaft and components is just as easy as with a twin screw extruder.
11. Water cooling of the screw shaft, starting from the internal core shaft, is available as an option. The customer can choose the solution which meets his requirements.
12. Selectable multi-feed and multi-point venting options.
13. Extremely low energy consumption, unparalleled by any other plasticizing device on the market, for the same plasticizing output.
14. At the feeding port, materials are fed via a 9 screw thread spiral groove formed by three screw element units – this is equivalent to a 1.5 times increase in material mixing effectiveness compared to the three-start twin screw extruder, which provides a doubly improved mixing action. The shallow groove structure and three-point shear configuration of our system make for an earlier onset of shear and hence, plasticizing action, plus smoother degassing. Thanks to the 'four-state variability' feature of our gearbox, the phase of three of the screw shafts can be changed to adapt the system to different feeding materials and hence, achieve a better result.
15. Inside the barrel, the amount of shear produced per screw shaft rotation is tripled when compared the three-start-screw twin screw extruder – at the same time, the shearing force introduced into the processing material is 1.5 times higher and the mixing effect across the same cross-sectional area is three times that of a three-start-screw twin screw unit.
16. Excellent degassing results: the surface area of the material exposed on the screw surface (gas exchange area) is 1.5 times higher than that of a three-start twin screw extruder. Furthermore the stirring effect is three times higher in the cross section.
17. The 'four-state variability' feature of our gearbox allows the user to change the phase of the output shaft, enabling the machine to unfold its full performance potential.
18. Dispersing performance: more powerful and more uniform shearing action compared to a three-start twin screw extruder provides improved polymer blending and dispersion at the micron level, plus a superior nanoscale effect in both blending and dispersing operation.In master-batch processing, pigments are dispersed more thoroughly and the much increased quantity of nanoscale particles will be more uniformly dispersed for a better coloring effect. In polymer blending, a greatly enhanced molecule intermixing performance is achieved (see figure).
19. Applications: in addition to covering all application areas of a twin screw extruder, these machines have become widespread and are particularly successful in rubber compounding, blending of rubber and plastics, and many other processes (e.g., TPV processing). Their blending action is unmatched by any other twin screw extruder and significantly outperforms that of any internal mixer.
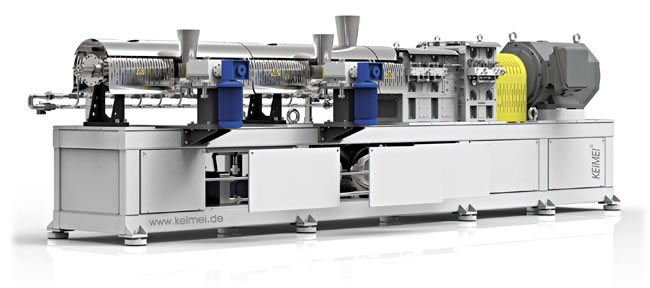
Triple Screw Extruder Technical Data